


 русский
русский Français
Français 日本語
日本語 Latine
Latine 한국어
한국어 Tiếng Việt
Tiếng Việt ไทย
ไทย বাংলা
বাংলা عربى
عربى Hrvatski
Hrvatski čeština
čeština dansk
dansk Nederlands
Nederlands Pilipino
Pilipino Suomalainen
Suomalainen Deutsch
Deutsch Magyar
Magyar Indonesia
Indonesia italiano
italiano Gaeilge
Gaeilge Bahasa Melayu
Bahasa Melayu فارسی
فارسی norsk
norsk Polskie
Polskie Português
Português Română
Română Español
Español Slovák
Slovák svenska
svenska Türk
TürkKenar Frezeleme Makineleri ve Parmak Frezeleme Makineleri, çelik yapılar gibi metal malzemelerin ...
Ahşap İşleme, Kağıt Kesme, Endüstriyel Bıçak Taşlama Makinesi Üreticisi
-
-
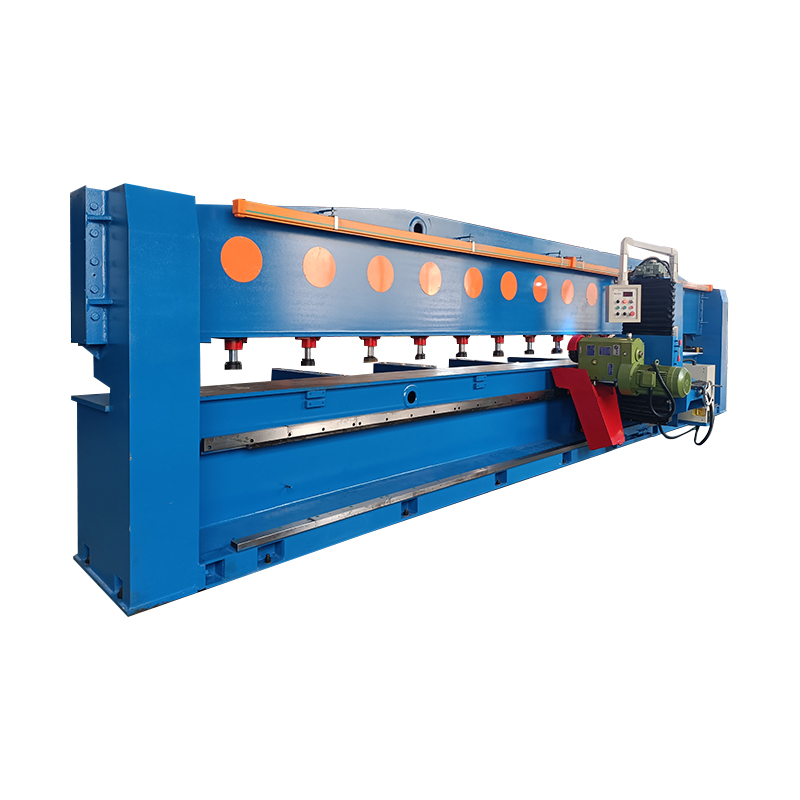
 MDD-FD Ağır Lineer Kılavuzlu Düzlem Taşlama Makinesi
MDD-FD Ağır Lineer Kılavuzlu Düzlem Taşlama MakinesiÇeşitli kalıp türlerinin, düz kılavuz raylarının, yüksek düzlüğün ve yüksek verimliliğin taşlanma...
Sertifikalar
Best, her zaman titiz, bilimsel, yenilikçi ve dürüst ilkelerine bağlı kalır, her kalite detayını sıkıca kontrol eder ve her ürünün yüksek kalitede olmasını sağlamaya çalışır. Şirket, ISO9001 kalite sistem sertifikası, CE sertifikası ve ürün ihracat lisansına sahiptir ve ithalat-ihracat işlemleri yapma hakkına sahiptir.
Hakkımızda
35 Yıllık Bıçak Taşlama Makinesi Üretimi
Jiangsu Best CNC Machinery Co., Ltd., 35 yıllık bıçak taşlama makinesi üretim geçmişiyle, biz Ahşap İşleme, Kağıt Kesme Bıçak Taşlama Makinesi Üreticisi ve Endüstriyel Bıçak Taşlama Makinesi Tedarikçisi, takım tezgahları, kağıt yapımı, matbaacılık, ahşap işleme, tekstil, elyaf, gıda, ormancılık ve plastik gibi çeşitli endüstriler için taşlama makineleri üretiminde uzmanlaşmıştır. Çin'deki en büyük profesyonel taşlama makinesi üretim üssüdür ve taşlama makineleri için ulusal standartların hazırlanmasından sorumludur. Şirket, profesyonel ve verimli bir ekibe, bir mühendislik ve teknik araştırma merkezine ve araştırma-geliştirme, işleme, test, montaj ve ekipman kurulumu ve devreye alımında güçlü yeteneklere sahiptir. Şirket her zaman titiz, bilimsel, yenilikçi ve dürüst ilkelerine bağlı kalır. Her kalite detayını sıkıca kontrol eder ve her ürünün yüksek kalitede olmasını sağlamaya çalışır. Şirket, ISO9001 kalite sistem sertifikası, CE sertifikası ve ürün ihracat lisansı almıştır ve ithalat-ihracat işlemleri yapma hakkına sahiptir. Şirket her zaman pazar talebi odaklı ve müşteri merkezli ilkelerine bağlı kalır. MDD-K CNC bıçak taşlama makineleri, MYD-K CNC dairesel bıçak taşlama makineleri ve MDD-F ağır hizmet taşlayıcıları gibi çeşitli büyük ve orta ölçekli hassas taşlama makineleri üretir ve Endüstriyel Bıçak Taşlama Makinesi, temel hassasiyetleri 0,02 mm'ye kadar çıkar. Özellikle, şirketin en son geliştirdiği MDD-G ultra hassas taşlayıcı, ±0,005 mm/m hassasiyet elde edebilir. Tüm ürünler bağımsız fikri mülkiyet haklarına sahiptir. Şirket, 2'si buluş patenti olmak üzere toplam 10 ulusal patent almıştır ve birçok teknolojik proje yurt içi boşlukları doldurmuştur. Yıllar boyunca şirket, 'Ulusal Yüksek Teknoloji Kuruluşu' ve Jiangsu Eyaleti'nde 'Uzmanlaşmış, İnce, Benzersiz ve Yeni Kuruluş' olarak tanınmıştır. 'Kalite önce, itibar birinci, yönetim odaklı ve hizmet en üst düzeyde' ilkemizdir. Üstün ürün kalitesi ve coşkulu satış sonrası hizmetle, yurt içi ve yurt dışındaki saygın müşterilerimizin coşkulu desteği ve özenli rehberliğine güvenerek şirketimizin sürekli ve sağlıklı gelişimini teşvik ediyoruz.
Geri Bildirim
Son Haberler
Şirketimizdeki en son endüstri fuarları ve etkinlikler hakkında bilgi edinin
-
A Dairesel Bıçak Bileme Makinası dairesel (döner) bir dilme bıçağını hassas bir mile monte ederek, bunu kontrollü bir düşük hızda döndürerek ve dönen bir aşındırıcı taşlama çarkını programlanmış ...03
-
A Sarma Bıçağı Bileme Makinası prensibiyle çalışır kontrollü aşındırıcı malzeme giderme : Dönen bir taşlama çarkı, dairesel bir dilme bıçağının kesici kenarı ile hassas, tekrarlan...26
-
A Sarma Bıçağı Bileme Makinası geri sarma ve dilme hatlarında kullanılan dairesel (döner) dilme bıçaklarının kesici kenarlarını keskinleştirmek, profillemek ve onarmak için özel olarak tasarlanm...19
-
Bir aracı kullanmak için temel süreç düz bıçak taşlama makinesi yapılandırılmış bir sırayı takip eder: makinenin hazırlanması ve incelenmesi, bıçak montajı ve fikstür kurulumu, taşlama...12

Ürün Sektör Bilgisi
1. Ağaç İşleme Bıçağı Bileme Makinesi ile Geri Sarma Bıçağı Bileme Makinesi İçin Parametre Ayarlarındaki Temel Farklılıklar
Ağaç işleme bıçakları (örn. planya bıçakları, daire testere bıçakları), malzeme ve uygulama senaryoları açısından geri sarma bıçaklarından önemli ölçüde farklılık gösterir ve hedefe yönelik parametre ayarlamaları gerektirir:
Malzeme ve Taşlama Çarkı Eşleştirme:
Ağaç işleme bıçakları çoğunlukla yüksek hız çeliğinden (HRC 56-60) veya alaşımlı çelikten (HRC 58-62) yapılır; bunlar iyi tokluğa sahiptir ancak talaş yapışmasına eğilimlidir. Bu nedenle, alüminyum oksit taşlama taşları (tane büyüklüğü 60-100 mesh) daha uygundur; güçlü talaş kaldırma özelliğine sahiptirler ve ahşap artıklarının neden olduğu tıkanmaları önlerler. Bunun tersine, geri sarma bıçakları semente karbür gibi sert malzemeler için sıklıkla elmas veya CBN çarklar kullanır.
Karbür uçlu ağaç işleme bıçakları (örn. freze uçları) için, karbür ucun ufalanmasını önlemek amacıyla 1800-2200 dev/dak taşlama hızıyla (uçların aşırı ısınmasını önlemek için geri sarma bıçaklarından daha düşük) ince taneli elmas diskler (150-200 ağ gözü) kullanılmalıdır.
Basınç ve İlerleme Hızı Kontrolü:
Ağaç işleme bıçakları daha büyük bir kesme kenarı açısına sahiptir (geri sarma bıçakları için 15°-45° ile karşılaştırıldığında genellikle 25°-35°). Taşlama basıncı 0,3-0,6 MPa'da kontrol edilmelidir; aşırı basınç kenarı deforme eder ve ahşabın planya düzgünlüğünü etkiler. İlerleme hızı 0,02-0,03 mm/geçiş olup, ahşap reçine kalıntılarının verimli şekilde uzaklaştırılması için geri sarma bıçaklarından biraz daha yüksektir.
Geri sarma bıçakları, özellikle seramik olanlar, filmler veya kağıtlar için kesme düzlüğünü sağlamak için daha düşük basınç (0,3-0,5 MPa) ancak ilerleme hızında daha yüksek hassasiyet (0,01 mm/geçiş) gerektirir.
Soğutma Gereksinimleri:
Ağaç işleme bıçağı taşlama makinesi daha az ısı ama daha fazla döküntü üretir; bu nedenle, ağaç liflerinin soğutucuyla karışmasını ve taşlama alanını tıkamasını önlemek için sıklıkla (emülsiyon yerine) basınçlı havayla soğutma kullanılır. Bıçakları geri sarmak için, sert malzemelerde yüksek sıcaklıktaki mikro çatlakları önlemek için emülsiyon soğutması (%8-%10 konsantrasyon) şarttır.
2. Kağıt Kesme Bıçağı Taşlama Makinesi İçin Pratik Bakım İpuçları
Kağıt kesme bıçakları (baskı, ambalaj endüstrilerinde geniş formatlı kağıtları kesmek için kullanılır) uzun, düz bir bıçak kenarına ve yüksek düzlük gereksinimlerine sahiptir, bu nedenle bakımları hassas korumaya odaklanır:
Günlük Denetim Odağı:
Bıçak Sıkıştırma Sistemi: Kağıt kesme bıçağının sıkıştırma tertibatı, düz bıçakla uzun süreli temastan dolayı aşınmaya eğilimlidir. Fikstürün baskı plakasını deformasyon açısından her gün kontrol edin; taşlama sırasında bıçak kayarsa, bıçağın eşit şekilde sıkıştırıldığından emin olmak için fikstür boşluğunu (≤ 0,005 mm olmalıdır) ayarlamak için bir sentil kullanın.
Taşlama Taşının Doğruluğu: Hafif ark taşlamasına izin veren geri sarma bıçaklarının aksine, kağıt kesme bıçakları mutlak düzlük gerektirir (hata ≤ 0,01 mm/m). Taşlama taşının çalışma yüzeyini haftalık olarak kontrol etmek için bir cetvel kullanın; içbükey veya dışbükey bir sapma varsa, tekerleği bir elmas düzelticiyle düz hale gelinceye kadar düzeltin.
Periyodik Bakım (2 Ayda Bir) :
Lineer Kılavuz Ray Kalibrasyonu: kağıt kesme bıçağı taşlama makinesi Kılavuz rayında uzun bir bıçak (genellikle 1,5-3 m) bulunur, bu nedenle ray paralelliği kritik öneme sahiptir. Ray paralelliğini test etmek için bir lazer interferometre kullanın; sapma 0,02 mm/m'yi aşarsa, hassasiyeti yeniden sağlamak ve bıçağın iki ucunda eşit olmayan taşlamayı önlemek için rayın konumlandırma cıvatalarını ayarlayın.
Soğutucu Filtreleme Yükseltmesi: Kağıt lifleri taşlama sırasında soğutucuya girerek nozulun tıkanmasına neden olabilir. Soğutucu filtre elemanını her 2 ayda bir değiştirin ve metal artıklarını adsorbe etmek için soğutma sıvısı tankına manyetik bir ayırıcı ekleyerek soğutma sıvısının eşit şekilde püskürtülmesini sağlayın (özellikle kağıt kesme bıçaklarının uzun bıçağı için önemlidir).
3. Endüstriyel Bıçak Bileme Makinasının Uygulama Kapsamı ve Model Seçimi
Endüstriyel Bıçak Bileme Makinası geri sarma, ağaç işleme, kağıt kesme ve diğer bıçak türlerini kapsayan genel bir terimdir. Seçimi "bıçak kategorisi işleme hacmi hassasiyet gereksinimlerine" dayanmalıdır:
Uygulama Kapsamı Sınıflandırması :
Hafif Hizmet Endüstriyel Bıçak Bileme Makinesi (yük taşıma kapasitesi ≤ 50 kg): Ağaç işleme planya bıçakları (uzunluk ≤ 1 m) ve küçük kağıt kesme bıçakları (uzunluk ≤ 0,8 m) gibi küçük bıçaklar için uygundur. Kompakt bir yapıya sahiptir (kullanım alanı ≤ 2 m²) ve küçük atölyeler veya bakım atölyeleri için uygundur.
Orta Hizmet Endüstriyel Bıçak Bileme Makinesi (yük taşıyan 50-200 kg): Sarma bıçakları (uzunluk 0,5-2 m) ve kağıt kesme bıçakları (uzunluk 1-2 m) gibi orta büyüklükteki bıçaklar için. Orta ölçekli işletmelerin (örn. ambalaj fabrikaları, küçük kağıt fabrikaları) günlük ihtiyaçlarını karşılayan yarı otomatik besleme ve temel hassas dengeleme ile donatılmıştır.
Ağır Hizmet Endüstriyel Bıçak Bileme Makinesi (yük taşıyan ≥ 200 kg): Geniş sarma bıçakları (2-5 m) ve geniş formatlı kağıt kesme bıçakları (3-4 m) gibi büyük bıçaklar için kullanılır. Büyük ölçekli endüstriyel üretime (örneğin, büyük kağıt fabrikaları, film üretim tesisleri) uygun, güçlendirilmiş bir çalışma tezgahına, çift sürücülü motorlara ve lazer hassas algılamaya sahiptir.
Anahtar Seçim Göstergeleri:
Taşlama Hassasiyeti Uyarlanabilirliği: Ağaç işleme ve kağıt kesme bıçakları için "kenar düzgünlüğüne" odaklanın (hata ≤ 0,01 mm/m); bıçakları geri sarmak için "kenar düzlüğüne" öncelik verin (hata ≤ 0,005 mm/m). Farklı bıçak türlerine uyum sağlamak için değiştirilebilir taşlama kafalarına sahip makineleri seçin (örneğin, kağıt kesme bıçakları için düz taşlama kafasından geri sarma bıçakları için ark taşlama kafasına geçiş).
Otomasyon Düzeyi: Küçük işletmeler manuel besleme makinelerini seçebilir (maliyet tasarrufu sağlar); orta ve büyük işletmeler "bıçak boyutu algılama parametresi otomatik eşleştirme" özelliğine sahip otomatik modelleri seçmelidir (örneğin, makine bıçak uzunluğunu ve malzemesini girdikten sonra taşlama hızını ve basıncını otomatik olarak ayarlar), işçilik hatalarını azaltır ve verimliliği artırır.
4. Çok Fonksiyonlu Endüstriyel Bıçak Bileme Makinesinde Farklı Bıçak Tipleri Arasında Nasıl Geçiş Yapılır?
Birçok işletme, geri sarma, ağaç işleme ve kağıt kesme bıçaklarını işlemek için çok işlevli Endüstriyel Bıçak Bileme Makineleri kullanır. Anahtarlama işlemi, hassasiyeti sağlamak için 4 temel adım gerektirir:
Taşlama Kafasının Değiştirilmesi: Taşlama çarkını bıçak tipine göre değiştirin; ağaç işleme bıçakları için alüminyum oksit çark, geri sarma bıçakları için elmas çark ve kağıt kesme bıçakları için düz taneli elmas çark. Değiştirmeden sonra tekerleğin salgısını (hata ≤ 0,02 mm) bir komparatörle kalibre edin.
Fikstür Ayarı: Sıkıştırma fikstürünü değiştirin; dairesel ağaç işleme testere bıçakları için V şekilli fikstürler, kağıt kesme bıçakları için düz basınç fikstürleri ve uzun geri sarma bıçakları için bölümlü fikstürler kullanın. Bıçağın deformasyonunu önlemek için fikstürün sıkıştırma kuvvetini ayarlayın (ağaç işleme bıçakları için 0,4-0,8 MPa, geri sarma bıçakları için 0,6-1,0 MPa).
Parametre Sıfırlama: Makinenin kontrol panelinde önceden ayarlanmış parametre kitaplığını çağırın (veya yeni parametreler girin) - örneğin, ağaç işleme bıçakları için hızı 1800 dev/dak'ya, basıncı 0,5 MPa'ya ayarlayın; bıçakları geri sarmak için hız 2500 dev/dak'ya, basınç 1,0 MPa'ya kadar; Kağıt kesme bıçakları için hız 2000 dev/dak'ya, basınç 0,7 MPa'ya kadar.
Test Bileme Doğrulaması: Test bileme için hedef tipte yedek bir bıçak alın (5-10 dakika), kenar hassasiyetini kontrol edin (kağıt kesme bıçakları için düzlük, geri sarma bıçakları için düzlük, ağaç işleme bıçakları için keskinlik) ve resmi toplu işlemden önce gerekirse parametreleri hafifçe ayarlayın.
5. Çok Tip Bıçaklı Bileme Makineleri için Tedarikçi Referansı
Ağaç işleme, kağıt kesme ve Endüstriyel Bıçaklı Bileme Makineleri için tedarikçi seçerken, daha önce bahsedilen servis yeteneklerine (özelleştirme, satış sonrası, eğitim) ek olarak "bıçak tipi adaptasyon deneyimine" odaklanın:
"Çok işlevli makine özelleştirme çapraz tip bıçak bileme eğitimi" gibi tek noktadan hizmetler sağlayabilen, birden fazla bıçak türü için olgun çözümlere sahip işletmelere (ör. Jiangsu Best CNC Machinery Co., Ltd.) öncelik verilmelidir; örneğin, standart bir Endüstriyel Bıçak Bileme Makinesini bir ağaç işleme bıçağı kelepçeleme modülü eklemek için değiştirmek veya geri sarma ve kağıt kesme bıçağı bileme arasında geçiş yapma konusunda eğitim vererek işletmelerin ekipman yatırımını azaltmasına ve kullanım verimliliğini artırmasına yardımcı olmak.
- Ürünler
- MDD Serisi Düz Bıçak Bileme Makinası
- MYD Serisi Dairesel Bıçak Bileme Makinası
- MCD Serisi Sarma Bıçağı Bileme Makinası
- Hızlı Bağlantılar
- Hakkımızda
- İmalat
- Endüstri Çözümleri
- İndirilenler
- İletişim
- Bize Ulaşın
-
-
 No.99, Huanghai Güney Yolu, Tangyang Kasabası, Dongtai Şehri, Jiangsu Eyaleti, Çin
No.99, Huanghai Güney Yolu, Tangyang Kasabası, Dongtai Şehri, Jiangsu Eyaleti, Çin -
 0086-13818631306
0086-13818631306 -
 +86-515-85652988
+86-515-85652988 -

-

